Custom-formulated enzyme breaker engineered to degrade starch polymers into mono- and di-saccharides under extreme bottom-hole conditions. Specifically designed for open-hole drilling and drill-in fluid clean-ups, with independent laboratory testing showing regained permeability and filter-cake degradation in excess of 90%.
Starch polymers are widely used in drill-in and drilling fluids as fluid-loss control agents. After drilling, residual starch remains in the filter cake and formation face — reducing permeability and restricting production.
Conventional cleanup methods using acids or oxidizers react indiscriminately, attacking not just the starch but also the formation, tubulars, and other fluid components. They react in a stoichiometric ratio — once spent, no further degradation occurs, leaving significant polymeric damage in place.
Hallux Amylase enzymes have an affinity toward specific polymer linkages in the starch molecule, breaking them into mono- and di-saccharides. They do not undergo chemical or structural changes during the reaction and do not produce undesirable side reactions. With "turn-over" numbers in excess of one million, more than one million linkages of polymer substrate can be cleaved per minute per enzyme unit.
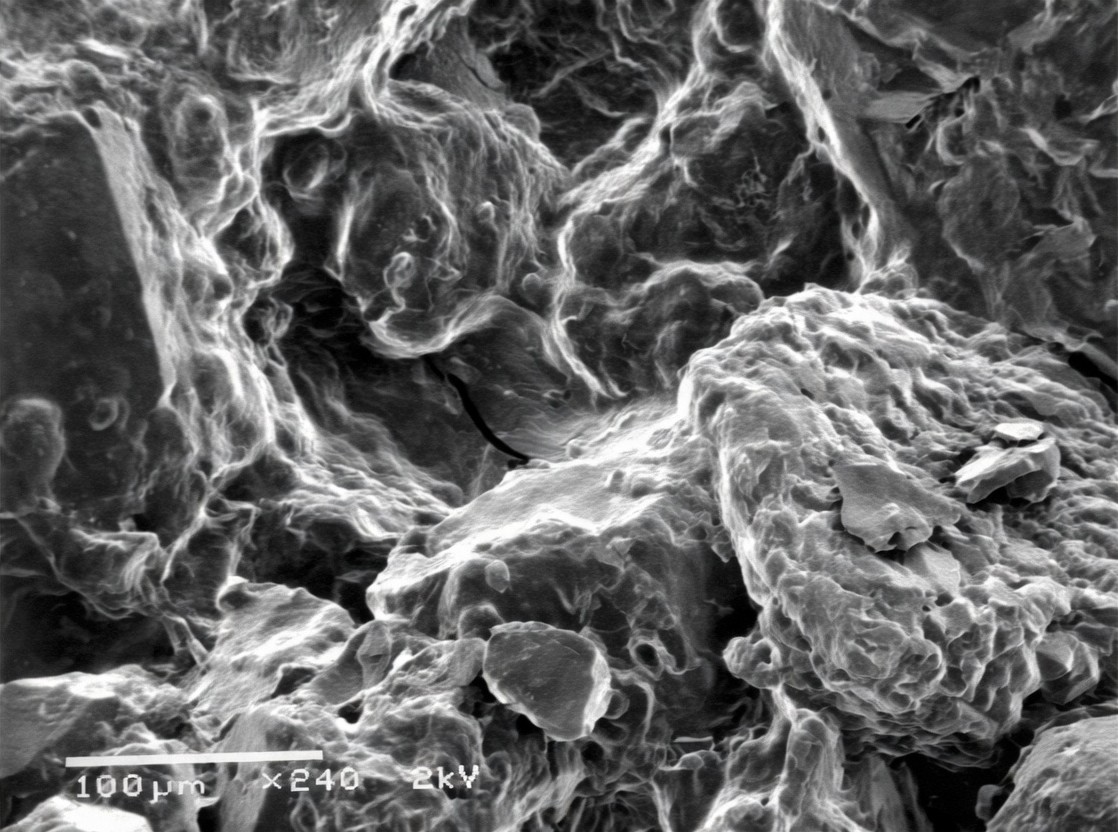
Sandstone core at 240× magnification. Starch polymer residue coats the grain surfaces and fills pore throats, severely reducing permeability.
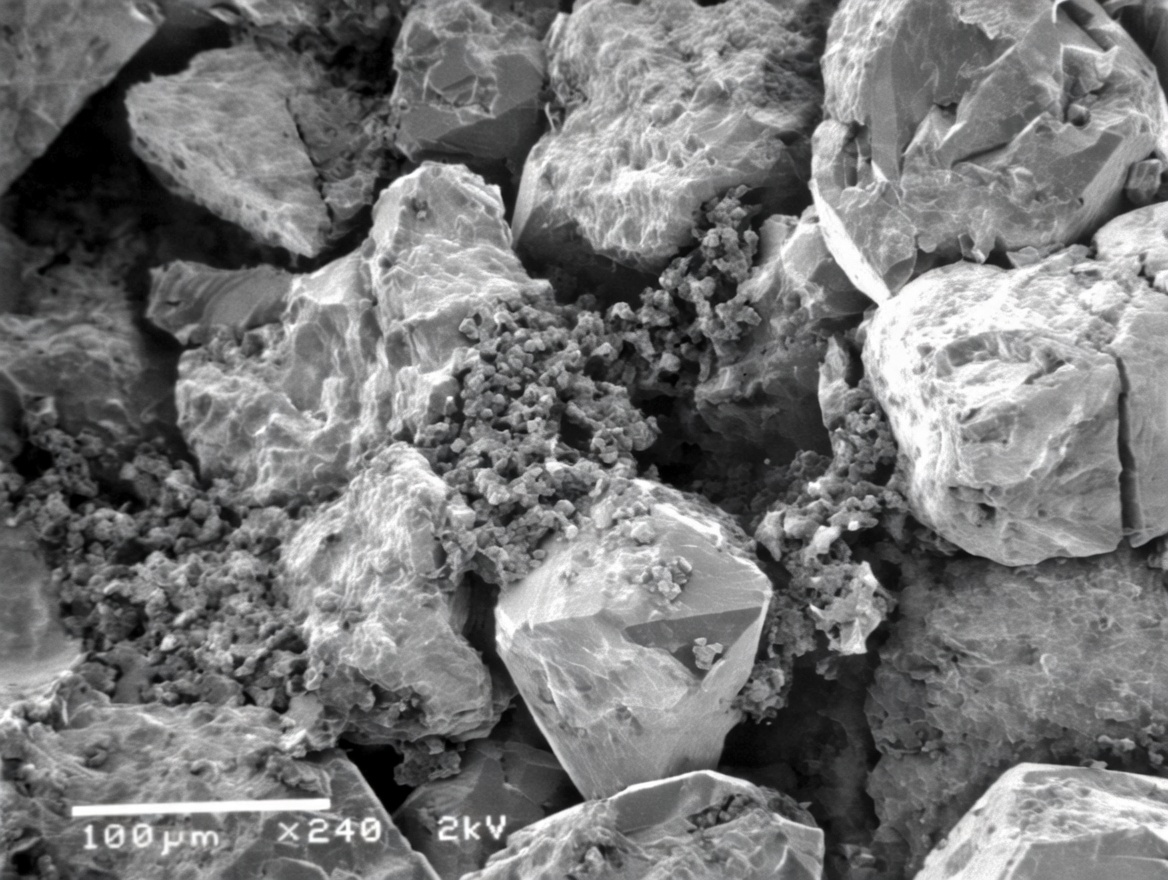
Same sandstone core after enzyme treatment. Starch residue has been degraded, grain surfaces are clean, and pore throats are open.
Scanning Electron Microscopy — Sandstone Core Before & After Starch Removal
Over 90% Regained Permeability
Independent laboratory testing has shown regained permeability and filter-cake degradation in excess of 90% when utilizing Hallux Starch Enzymes in open-hole drill-in clean-ups.
Retained Conductivity Approaching 100%
Proppant pack testing has shown that retained conductivities approaching 100% are possible when using Hallux Amylase enzymes — restoring near-original flow capacity.
Highly Specific Degradation
Amylase enzymes attack only specific linkages in the starch molecule — they do not react with anything else. Non-corrosive to any metals which may be encountered in the well, and fully compatible with all formation types.
No Competitive Products
There are no comparable starch-specific enzyme products currently available in the market. Hallux Amylase is a unique, polymer-specific solution with no identified competitive alternatives.
Enzymes do not undergo chemical or structural changes during the reactions they initiate and do not produce undesirable side reactions. They have a unique property called "turn-over" number — typical turn-over numbers are in excess of one million, meaning more than one million linkages of polymer substrate can be cleaved per minute per enzyme unit.
A great many more linkages can be cleaved over the "life span" of the enzyme unit. This catalytic nature means Hallux Amylase enzymes continue working until the starch polymer is fully degraded.
Polymer-specific customization: Hallux enzymes are custom-designed for any cellulose or derivatized cellulose polymer. Based on specific customer requirements, the enzyme treatment can be precisely tailored to the polymers present in the drilling fluid system — ensuring maximum degradation efficiency for each application.
Hallux Starch Enzymes are non-hazardous, not DOT regulated, and environmentally friendly — produced from all natural processes. No special handling, storage, or disposal requirements.
Compatible with all types of formations, base waters, tubular goods, and proppants — especially resin-coated proppants. Non-corrosive to any metals encountered in the well. Applicable in all fracturing fluids, workover operations, and remedial treatments.