Well productivity is determined by a chain of factors — from the initial fracture geometry created during stimulation to the long-term retained conductivity of the proppant pack. Every link in that chain matters.
Conventional completions using oxidizer breakers leave significant polymeric damage in the proppant pack and formation. Independent laboratory testing consistently shows oxidizer breakers recovering as little as 20–49% conductivity — meaning over half of the fracture's potential flow capacity is permanently lost.
This residual polymer damage directly reduces well economics: lower initial production rates, steeper decline curves, and millions of dollars in unrealized revenue over the life of the well.
The root cause is incomplete fluid cleanup. Oxidizer breakers react in a stoichiometric ratio — once the oxidizer is consumed, no further degradation occurs. The remaining polymer coats proppant grains, bridges pore throats, and restricts flow.
Hallux enzyme breakers are biological catalysts — they are not consumed in the reaction. They continue degrading polymer until it is virtually eliminated, restoring conductivity to near-original levels and unlocking the full productive potential of every fracture.
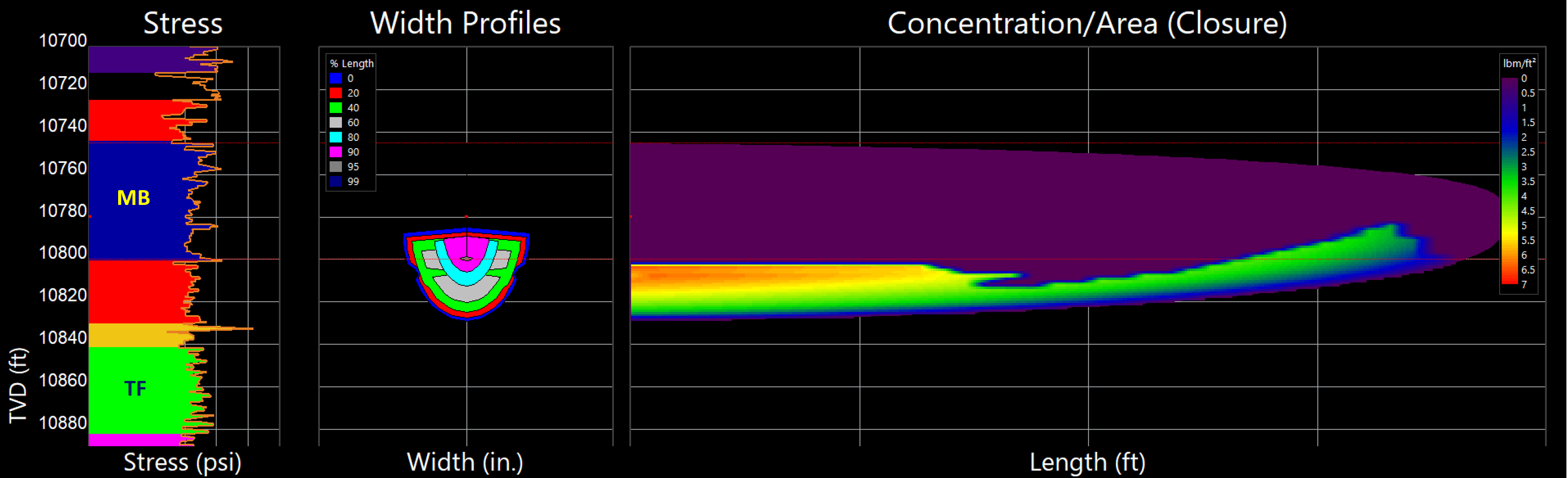
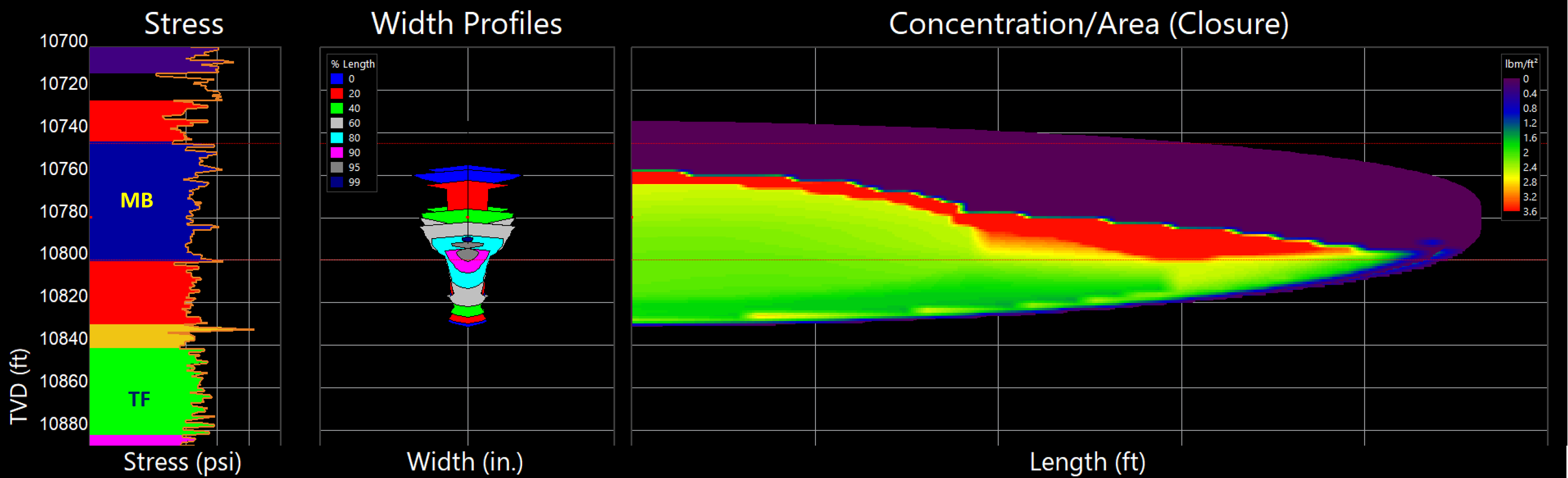
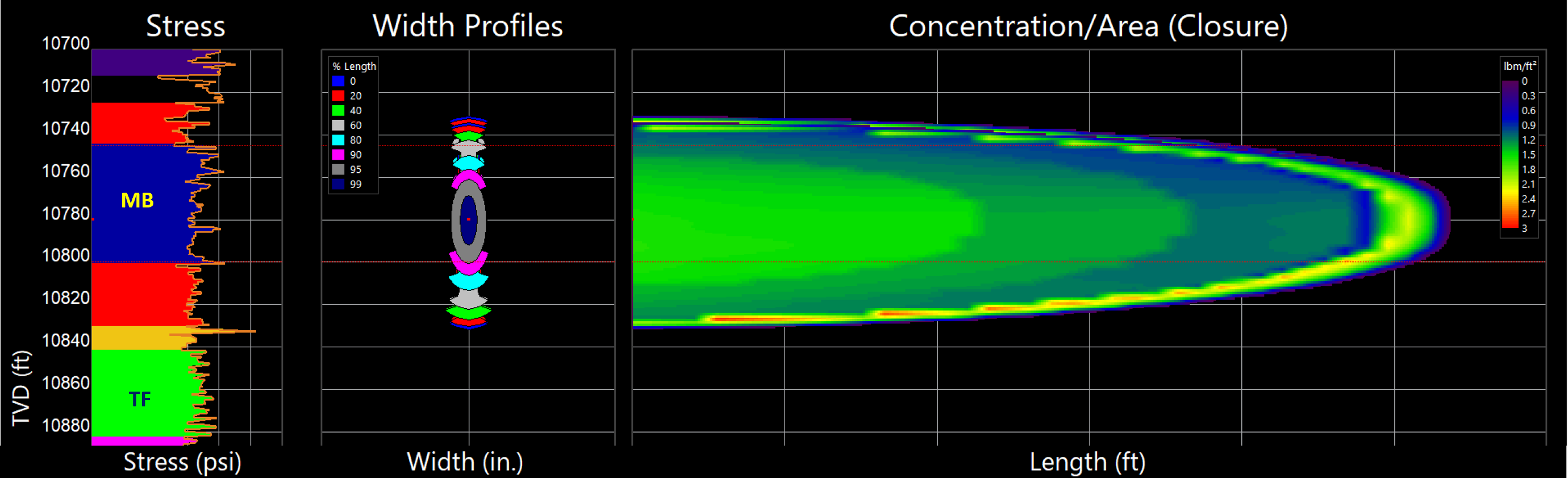
Regained proppant pack permeability testing results and rheology properties of the frac fluid broken with Hallux Mannanase HT enzyme breakers are incorporated into all frac designs and pump schedules. Based on independent modeling results as well as field data, all designs with Hallux Mannanase HT generate better fracture geometry, fracture conductivity, and production performance.
While some may address one or two of these factors, Hallux enzyme technology checks all three boxes — optimizing fracture geometry, proppant distribution, and retained conductivity in a single integrated system.
The fluid system directly determines how effectively proppant is distributed across the created fracture geometry. Higher-viscosity systems with Hallux enzyme breakers achieve uniform proppant distribution and wider propped fractures — translating directly to higher conductivity and production.
90–100% Regained Conductivity
Independent laboratory testing at PropTester and Stim Lab shows Hallux Mannanase HT restoring 90–100% proppant pack conductivity across temperatures from 80°F to 315°F — compared to 20–49% for ammonium persulfate oxidizers.
20–65% Production Uplift
Independent fracture modeling studies across Cotton Valley, Bakken, Spraberry, and Niobrara basins confirm significant production uplift when using Hallux enzyme breakers versus conventional oxidizer-based completions.
15–48% Clean Water Reduction
Hybrid fluid systems using guar with Hallux enzymes can reduce clean freshwater requirements by 15–48% compared to 100% slickwater designs — while simultaneously improving production.
$1.3–5.3M Additional Revenue Per Well
At current commodity prices, the production uplift from Hallux enzyme-treated completions translates to $1.3–5.3 million per year in additional revenue per well, depending on the basin and fluid system.
Each study utilized a calibrated fracture model developed from actual production data, with independent regained conductivity testing and rheology properties incorporated into all modeling.
Not all enzymes are created equally. Hallux enzyme breakers deliver 90–100% regained conductivity and 20–65% production uplift by optimizing every factor in the production chain — from fracture geometry and proppant distribution to complete fluid cleanup. Combined with 15–48% reduction in clean water requirements, Hallux enzyme technology delivers superior well economics while reducing environmental impact.
Guar-based fluids used with Hallux enzymes are environmentally friendly and completely biodegradable. Unlike friction reducer fluids that require clean fresh water, guar and Hallux enzymes can be used in fresh, brackish, high-salinity, and many produced and recycled waters — reducing freshwater demand and disposal costs.
Hallux offers a complete enzyme system for every polymer type encountered in drilling and completions. All products are manufactured in the USA under GMP standards. Not all enzymes are created equally.