Patented, seventh-generation guar-specific enzyme breakers engineered to restore proppant pack conductivity and formation permeability under downhole conditions. Independent lab testing shows 90–100% regained conductivity across temperatures from 80°F to 315°F — with 20–60% production uplift compared to oxidizer breakers.
Guar and derivatized guar polymers are the backbone of most hydraulic fracturing fluids. After the frac job, residual polymer remains in the proppant pack and formation — restricting conductivity, reducing permeability, and limiting production.
Oxidizer breakers such as ammonium persulfate are widely used but often fail to fully degrade the polymer. Independent lab testing at PropTester showed AP oxidizers recovering as little as 20% conductivity at 80°F and 49% at 120°F — leaving significant damage in place.
Hallux Mannanase enzymes are specifically engineered to fully degrade guar and derivatized guar polymers under downhole conditions. These seventh-generation, temperature-activated enzymes remain stable during mixing and pumping, then become maximally active at reservoir temperature — rapidly and completely breaking polymeric damage in the proppant pack and formation faces.
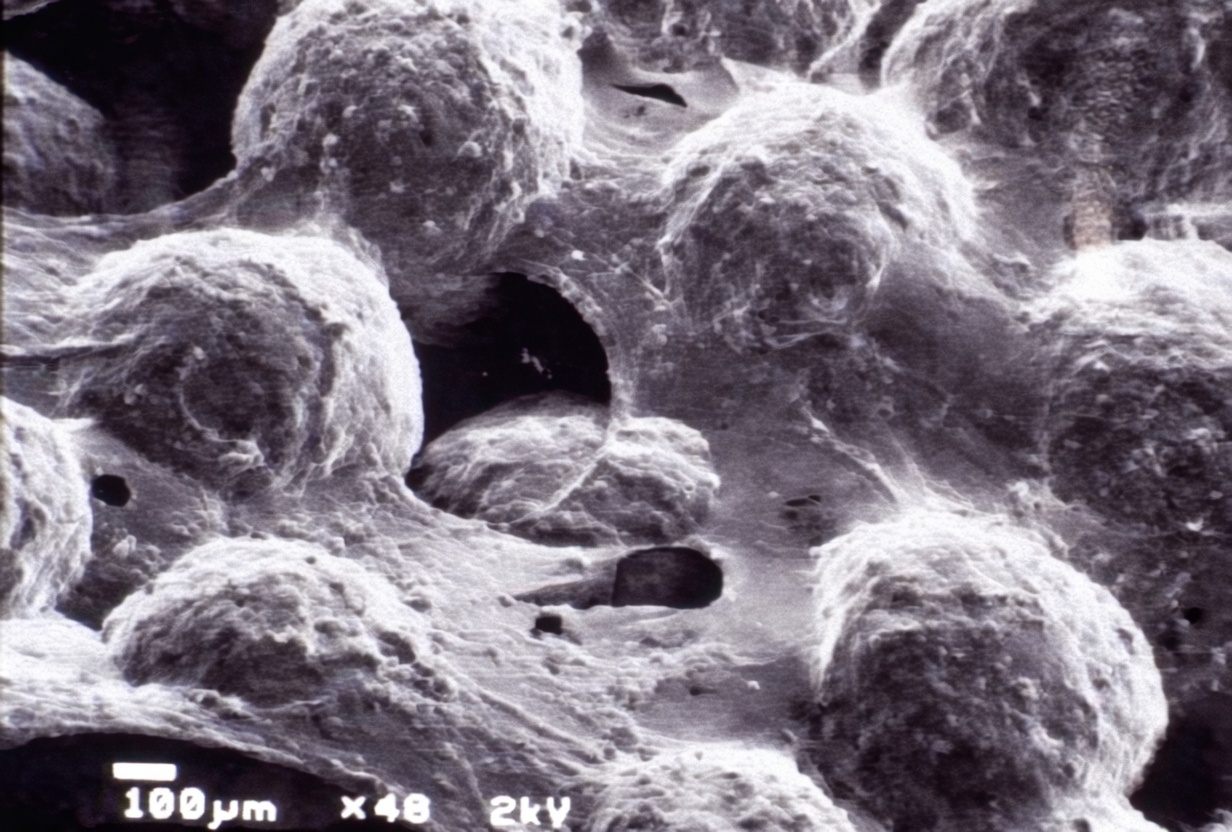
Proppant grains at 40× magnification. Guar polymer residue coats the grain surfaces and bridges pore throats, reducing conductivity and restricting flow.
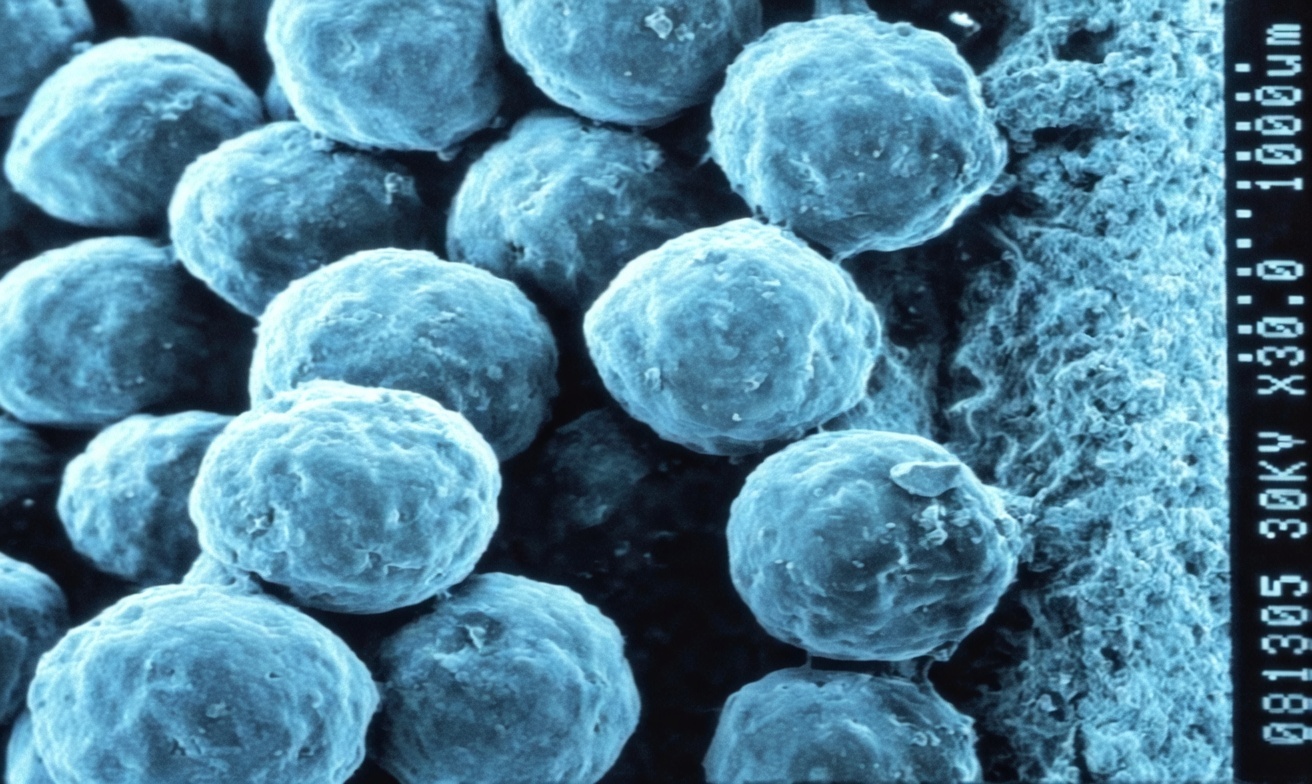
Same proppant after enzyme treatment. Grain surfaces are clean, pore throats are open, and conductivity is restored to near-original levels.
Scanning Electron Microscopy — Proppant Pack Imaging
Mannanase LT 20K
Engineered for shallow and low-temperature reservoirs. Independent lab testing shows 95–100% regained conductivity at 80°F, 100°F, and 120°F within 24–50 hours of flowback.
Mannanase HT 20K
The workhorse. Proven at 140°F, 180°F, 250°F, and 315°F with 90–100% regained conductivity. Temperature-activated — stable during mixing and pumping, maximally active downhole.
Winterized HT 20K
Same high-temperature performance as Mannanase HT, formulated for cold-weather operations. Freeze point of -6°F (-21°C) eliminates winter storage and handling concerns.
Frac Fluid Additive
Add Mannanase directly to the frac fluid at 0.5–2.0 gpt of the base fluid. The enzyme is fully compatible with guar-based linear gels, borate crosslinked systems, and can be used in fresh, brackish, high-salinity, produced, and recycled waters. Temperature-activated design ensures the enzyme remains stable during mixing and pumping at surface, then becomes maximally active under downhole conditions.
Standard application — simply add to the frac fluid during blending.
Remedial Treatment
For wells with existing polymeric damage, Mannanase can be applied as a remedial cleanup treatment. Load enzyme into a clean carrier fluid and pump via coiled tubing. Treatment volumes and concentrations are tailored to well conditions — contact Hallux for recommended loadings based on reservoir temperature and damage severity.
For wells that need post-frac remediation of guar damage.
Independent laboratory testing at PropTester has validated the performance of Hallux Mannanase enzymes across a wide range of temperatures, fluid types, and proppant configurations — consistently demonstrating near-complete conductivity restoration.
Up to 100% Regained Conductivity
PropTester testing on 40/70 Northern White sand at 2,000 psi closure stress showed Mannanase LT achieving 100% regained conductivity at 80°F within 49 hours, and 101–103% at 100°F and 120°F within 25 hours.
Oxidizers Fail by Comparison
Under identical test conditions, ammonium persulfate recovered only 20% conductivity at 80°F, 23% at 100°F, and 49% at 120°F after 50 hours — leaving the majority of polymeric damage in place.
Proven Across Fluid Types
Mannanase HT has been independently tested in linear gels, borate crosslinked gels, and friction reducer fluids at 140°F, 180°F, 250°F, and 315°F — achieving 90–100% regained conductivity in all configurations.
20–60% Production Uplift
Frac design models and field case studies have demonstrated production uplifts between 20–60% when using Hallux Mannanase enzymes compared to oxidizer breakers and other enzyme products.
Mannanase LT was tested at PropTester using 40/70 Northern White sand at 1.0 lb/ft², 2,000 psi closure stress between Ohio sandstone cores, with crosslinked borate guar at pH 9.5.
At 80°F the enzyme reached 100% conductivity regain by 49 hours. At 100°F it achieved 101% by 25 hours. At 120°F it reached 103% by 25 hours. AP oxidizer under the same conditions maxed out at 20–49%.
Mannanase HT was tested at the Proppant Consortium using 30/50 Badger sand at 1.0 lb/ft², 2,000 psi closure stress between Ohio sandstone cores, across crosslinked gel, linear gel, and friction reducer fluids.
At 180°F, the enzyme achieved 91% in crosslinked gel and 100% in linear gel — compared to 49% and 66% with AP oxidizer. At 250°F, it achieved 100% in linear gel vs. 19–53% with sodium chlorite.
Head-to-head breaker comparison using generic borate crosslinked guar fluid at independent labs (Stim-Lab & PropTester). Hallux Mannanase HT at 180°F reached 96.8% regained conductivity at 50 hours — while a competing BASF/Verenium enzyme with encapsulated AP at 200°F reached only 54.5%, and AP oxidizer plateaued at 55%. Commercial enzymes LEB-4 and LEB-H plateaued below 42% at 120°F.
A critical feature of Hallux Mannanase enzymes is their temperature-activated, delayed-break design. The enzymes remain stable and show minimal activity at ambient and surface mixing temperatures. This means they will not prematurely break the frac fluid during blending, pumping, or placement.
Once exposed to downhole temperature and pH conditions, the enzymes become maximally active — rapidly degrading guar polymer to very low molecular weight fragments. At 315°F, molecular weight analysis showed Mannanase HT reduced the fraction of polymer above 1,000,000 MW to just 6% within 168 hours — compared to 34% without enzyme at the same timepoint. Average molecular weight of the remaining fragments dropped to 76,100 — compared to 346,200 without enzyme.
Why this matters: Premature break is a common problem with conventional breakers. If the fluid breaks too early, it loses viscosity before proppant is placed — risking screenouts and poor proppant distribution. Hallux Mannanase enzymes eliminate this risk while still providing complete long-term cleanup.
All Hallux Mannanase enzymes are non-hazardous, not DOT regulated, and environmentally friendly — completely biodegradable with no special handling, storage, or disposal requirements. Compatible with fresh, brackish, high-salinity, produced, and recycled waters.
Guar-based fluids used with Hallux enzymes are environmentally friendly and completely biodegradable. Unlike friction reducer fluids that require clean fresh water, guar and Hallux enzymes can be used in fresh, brackish, high-salinity, and many produced and recycled waters — reducing freshwater demand and disposal costs.